- Case Study
The Wyndridge Farm craft brewery and cidery had an urgent problem that needed to be solved before it could fulfil a large order. The Pennsylvania, United States-based business is not only a popular destination with its restaurant and beer garden events, but it also serves as a contract manufacturer of craft beer, hard cider, hard seltzer, and non-alcoholic beverages.
“We detected unacceptably high levels of dissolved oxygen, a problem we urgently needed to correct prior to packaging an order for 21,000 cases of craft beer from a European wholesaler,” explained Scott Topel, the Beverage Production Manager at Wyndridge.
Leaky hoses
Managing the level of dissolved oxygen (DO) is an essential part of the art and science of brewing beer. After the fermentation process is complete, the presence of elevated levels of oxygen will degrade the quality and taste of the final product and shorten shelf life. Mitigating the risk of exposure to oxygen is especially critical during the packaging process that transfers the beer to cans, bottles, or kegs.
“High levels of DO can reduce the shelf life to less than three months, especially with IPAs where the effect of oxygen on the hops character is quite noticeable,” said Topel. “Ensuring a long shelf life is always important, but was absolutely necessary for this European order because the product would have to be shipped across the ocean and pass through customs prior to being distributed to stores and homes.
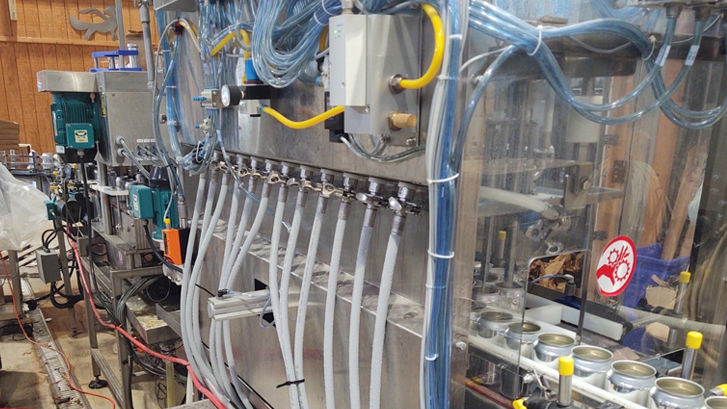
“We were able to diagnose the problem by taking measurements all along the production line. DO readings before and after the silicone hoses in the can-filling machine allowed us to pinpoint the location of the oxygen pick up. After a lot of research, we found that silicone hoses actually do allow some measure of permeability.”
Ideal hose for breweries
Topel contacted Bill Winard, the U.S. Business Development Manager at Aflex Hose, a division of Watson-Marlow Fluid Technology Solutions (WMFTS), which visited the Wyndridge facility and recommended Aflex FaBLINE™ PTFE hose. As the FaBLINE name denotes, the hoses are specifically designed for the food and beverage industry, including brewery applications.
Developed to meet the latest hygiene standards, the patented PTFE-lined hose with standard 316 stainless steel braid ensures efficient product transfer and handling while simultaneously offering an exceptionally long service life.
The design allows the PTFE liner to expand around the outside and compress around the inside of a bend. This helps to retain a smooth circular bore throughout the hose, without distortion, resulting in smooth, consistent flow with minimal turbulence.
This construction is ideal for the repetitive up-and-down action of food and beverage processing equipment, like the can-filling machine at Wyndridge. Laboratory tests have demonstrated that the FaBLINE hose construction can withstand more than 100,000 cycles of repetitive action, with small bending radii, at maximum working pressure, compared to competitor hoses that fail after less than 13,400 cycles.
Improving quality and extending shelf life
“We received the FaBLINE hoses in the nick of time,” said Topel. “Within a day, we were able to reduce our dissolved oxygen levels from 100-150 parts per billion to well under 50, and therefore we were quite relieved to be able to ship the European order on time.”
The decision to replace the silicone hoses was originally driven by the need to reduce DO levels in order to preserve product quality and extend shelf life. After installation, the new FaBLINE hoses have brought other important benefits as well.
Reducing product loss
The new hoses have significantly reduced product loss in two different ways. The first reduction occurs continuously. With silicone hoses, at a microscopic level, there is enough undulation to cause some turbulence of carbonated products, making them foam over continually, resulting in a cumulative loss of 4% of the product to the ground. The FaBLINE hoses, with their smooth, circular bore, have reduced this type of loss to 2.3%.
A second way that the FaBLINE hose reduces loss occurs during the startup of the hard cider can-filling process. Previously, with the silicone hoses, it was necessary to bring the temperature of the lines down to below 40° F (about 4℃) to avoid generating foam. A scale measures the weight of each filled can, and if it contains too much foam, the can is automatically discarded — resulting in a loss of 2.5 or 3 cases at the beginning of each run. Now, with the FaBLINE hoses, the cider can move through the filling machine at 40-43° F (about 4-6℃) without generating foam. Only one or two cans are now discarded at the start of each run.
Topel said: “We replaced the hoses due to an urgent need to bring down the dissolved oxygen in our beer, and the FaBLINE hoses immediately allowed us to achieve that goal. What we did not expect, but have come to really appreciate, is how the hoses have also allowed us to more smoothly run the canning operation for all our products, with much less waste.”